







|
Условное обозначение электродов - |
Э42А-УОНИ-13/45-Ø-УД Е412(4)-Р20 |
|
Электроды УОНИ 13/45 цена 3мм и 6мм 74,50 руб за кг Электроды УОНИ 13/45 цена 4мм и 5мм 73,90 руб за кг |
ГОСТ 9467-75 / Э42А
ASME /AWS A5.1 / E6015
EN ISO 2560-A/ E 35 ZB 2 2
Нормативно-техническая документация: ГОСТ 9467-75, ГОСТ 9466-75
ТУ 28.73-005-58965179
Электроды для сварки УОНИ 13/45 разработаны для выполнения ручной дуговой сварки рядовых и особо ответственных изделий из углеродистых сталей (содержание углерода до 0,55%) и низколегированных сталей (легирующих элементов до 4%). УОНИ 13/45 применяют в случаях, когда к сварным швам имеются особенные требования в показателях пластичности и ударной вязкости. Варить можно во всех пространственных положениях, исключая отвесно сверху вниз, ток постоянный обратной полярности (электрод «+» , изделие «-»).
Сварочные электроды УОНИ 13/45 имеют основное покрытие. Стержень изготавливается из низкоуглеродистой сварочной проволоки, согласно ГОСТ 2246-70, марка СВ08А и СВ08 диаметром от 2 до 6 мм. В основе покрытия электродов УОНИ 13/45 используются: ферромарганец, ферротитан, ферросилиций, плавиковый шпат, кварц, мрамор, жидкое стекло. Электроды также относятся к фтористо-кальциевому типу.
Особенность покрытия позволила исключить выделение водорода при достижении высоких температур дуги, поэтому содержание водорода в металле шва незначительное. Это сохраняет шов и около шовную зону от кристаллизационных трещин.
Легирование металла шва через покрытие УОНИ 13/45 расширило диапазон применения и обеспечило высокие сварочно-технологические характеристики.
Характеристики электродов для сварки УОНИ 13/45
Уникальная рецептура, строгий контроль качества, высокотехнологичное производство, гарантируют лучшие сварочные характеристики электродов УОНИ 13/45:
- универсальность применения;
- металлургическая чистота и низкое содержание водорода в металлах шва;
- высокая глубина проплавления свариваемых металлов;
- повышенная пластичность и ударная вязкость шва;
- высокая стойкость к возникновению кристаллизационных трещин;
- возможность использования для изделий, которые используются в условиях знакопеременных нагрузок;
- стабильное горение дуги;
- спокойная ванна, с прозрачной пленкой шлака, что дает возможность наблюдать процесс сваривания;
- тугоплавкая обмазка, позволяющая производить сварку, опираясь на кромку покрытия;
- отсутствие подрезов, угара и разбрызгивания;
- легкая зачистка шва от шлака;
- отличный товарный вид шва;
- экономичность в работе.
Сварной шов, полученный в результате сварки электродами УОНИ 13/45 имеет низкое содержание водорода и высокую стойкость к образованию кристаллизационных трещин. УОНИ 13 обеспечивают высокую прочность обратной стороны шва. Незаменимы для труб малых диаметров когда сварку, возможно производить только с одной стороны. Выполненные электродами УОНИ 13/45 швы, менее склонны к старению, чем свариваемый металл.
Важно!!! Для обеспечений высоких сварочных свойств, работу необходимо производить сухими электродами по зачищенной, сухой поверхности на стабильной длине дуги.
Использование сварочных электродов УОНИ 13/45
Применяются электроды УОНИ 13/45 во многих отраслях, в том числе для особо ответственных агрегатов. Сварку УОНИ 13/45 производят для технических устройств опасных производственных объектов, в том числе:
· Оборудование металлургических комплексах;
· Оборудование горнодобывающей отрасли;
· Нефтегазодобывающее оборудование;
· Газовое оборудование;
· Оборудование котельных;
· Подъемно- транспортное оборудование;
· Строительные конструкции;
· Оборудование транспортировки опасных грузов;
· Конструкции химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных предприятий;
Электроды УОНИ 13/45 показывают хорошие результаты при работе, как на профессиональном, так и на полупрофессиональном оборудовании. В качестве источника питания применяются электрогенераторы, трансформаторы или инверторы.
Качество электродов УОНИ 13/45
Согласно ГОСТ 9467-75, электроды УОНИ 13/45, отвечают требованиям типу Э42А, где: 42 – временное сопротивление разрыву в кгс/мм2, А - повышенные требования по пластичности и ударной вязкости.
По международным стандартам сварки, а именно: американское общество по сварке (AWS) American Welding Society, есть соответствующие регламенты для электродов марки УОНИ 13-45, относятся типу E6015 и международная организация по стандартизации (ISO) International Organization for Standardization, относятся к типу: E 35 ZB 22.
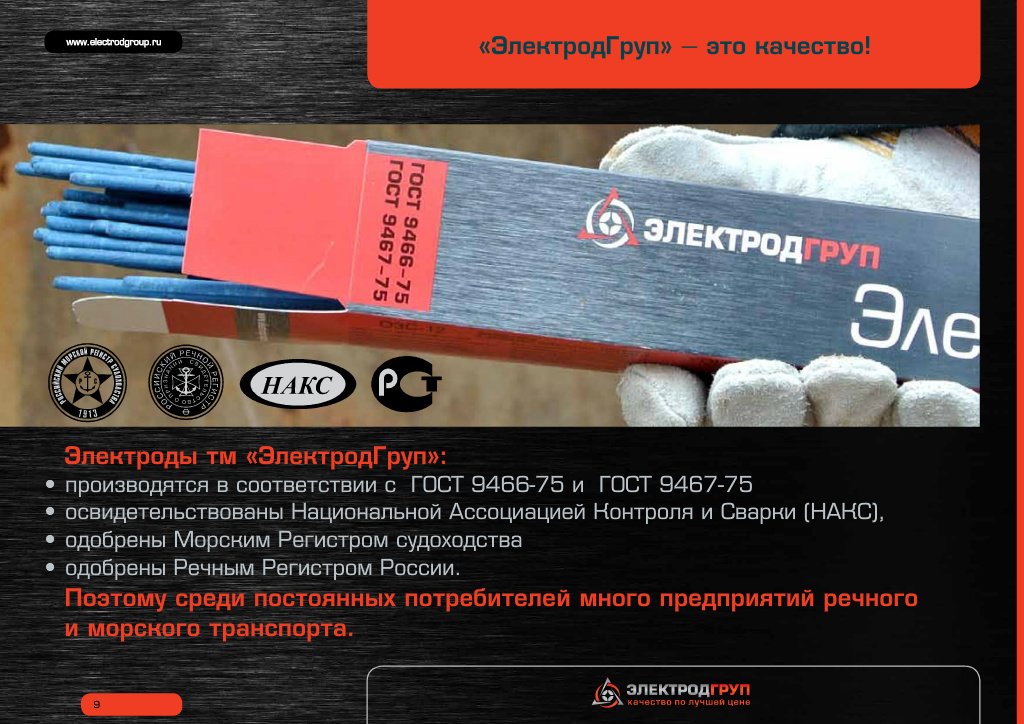
Состав и свойства марки УОНИ 13-45 соответствует отечественным: ГОСТ 9467–75, ГОСТ 9466–75, ТУ 28.73-005-58965179 и подтверждается сертификатами:
1. Сертификат на УОНИ 13/45 Соответствие ГОСТ-Р;
2. Сертификат об одобрении УОНИ 13/45 Российский Речной Регистр.
3. Санитарно-эпидемиологическое заключение на электроды УОНИ 13/45;
4. Свидетельство Российского Морского Регистра Судоходства;
Зарубежными аналогами марки UONI 13/45 можно считать марку ESAB ОК 53.70 Швеция, KobeSteel KOBELKO LB-52U Япония, Askaynak AS B-268 Турция, BÖHLER FOX EV 50-A Австрия, Lincoln Electric Pipeliner 16P США и другие марки.
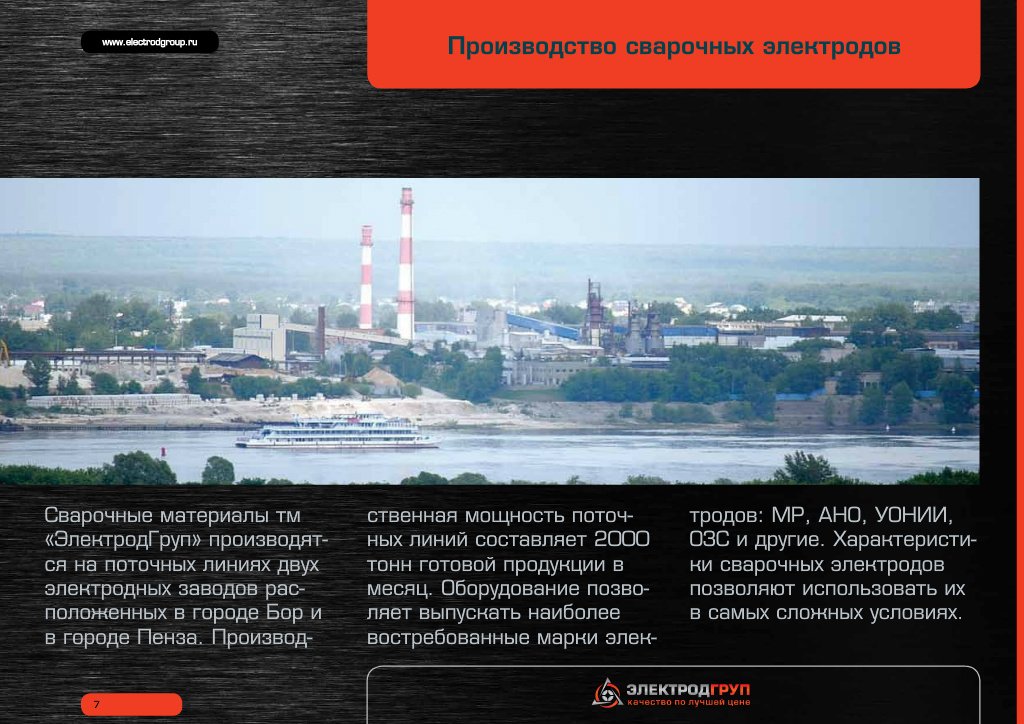
Производство электродов УОНИ 13/45
Отечественное производство электродов УОНИ-13/45 началось в 40-х годах, когда было внедрено изобретение выдающегося ученого Петраня Константина Вацлавовича. В авторском свидетельстве прописали марку УОНИ-13 (универсальная обмазка НИИ-13), поэтому сегодня можно встретить два варианта обозначения марки:УОНИ-13 и УОНИИ-13, что по сути является одним и тем же. Сейчас УОНИ продолжают занимать весомую долю производства электродов в России.
Обозначение марки УОНИ 13/45 говорит об истоках ее создания. Расшифровка УОНИ 13/45 раскрывает свойства электродов марки:
УО – Универсальная обмазка;
НИ 13 – научно-исследовательский институт 13;
45- временное сопротивление разрыву металла шва.
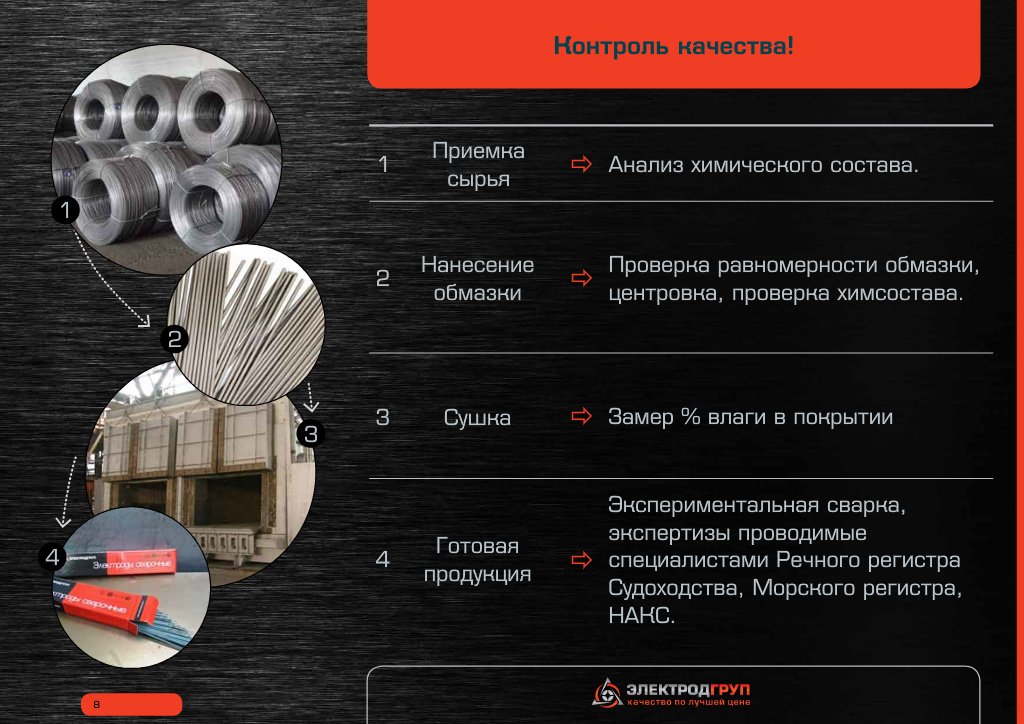
Электроды УОНИИ 13/45 изготавливаются компанией Промэлектрод в соответствии с ГОСТом, по разработанной технической документации, методом прессовки стержней обмазочной смесью с дальнейшей обработкой и упаковкой.
Технические характеристики электродов УОНИ 13/45
Химический состав наплавленного металла, %
|
Химический состав |
Углерод (C) |
Кремний (Si) |
Марганец (Mn) |
Сера (S) |
Фосфор (P) |
|
Нормы |
Не нормированно |
≤0,030 |
≤0,035 |
||
|
Типичный |
0,09 |
0,23 |
0,57 |
0,025 |
0,027 |
Механические свойства металла шва при нормальной температуре
|
Механические свойства |
Временное сопротивление |
Предел текучести |
Относительное удлинение, (%) |
Ударная вязкость, (Дж/см2) |
|
(МПа) |
||||
|
Нормы |
≥410 |
Не нормировано |
≥22 |
≥150 |
|
Типичные |
462 |
353 |
26,0 |
200 |
Рекомендуемая сила тока при сварки, А
|
Диаметр электрода, мм |
Положение шва |
||
|
Нижнее |
Вертикальное |
Потолочное |
|
|
2,0 2,5 3,0 4,0 5,0 6,0 |
40-60 50-75 80-100 130-150 170-200 210-240 |
35-55 40-65 70-90 130-140 160-180 - |
35-55 40-65 70-90 130-140 - - |
Положение электрода при сварке электродами марки УОНИИ 13/45:
 |
 |
 |
 |
 |
Сварка допустима во всех положениях. Исключение: нельзя варить по схеме «вертикально сверху вниз».
Упаковка электродов УОНИИ 13/45
Электроды УОНИИ 13/45 на нашем заводе упаковывают в пачки из качественного картона по 1 кг или 5 кг, далее каждую пачку электродов Промэлектрод обтягиваем защитной пленкой. С производства готовые изделия отгружаются на поддонах по 1 тн. или по 200 пачек, стянутых стальной полосой и обернутых пленкой.
Электроды УОНИИ 13/45 компании Промэлектрод можно купить в пластиковом герметичной капсуле масой 1,5 кг. Эта упаковка выгодна покупателю и удобна для сварщика! Когда за смену израсходована часть электродов из упаковки, остальные электроды можно закупорить, и они остаются сухими и чистыми внутри герметичной капсулы любое время до следующего использования. Т.е. их можно хранить при любых условиях среды и применять без дополнительной прокалки.
Выпуская с производства электроды УОНИИ 13/45 компания Промэлектрод гарантирует, что наша продукция максимально защищена от повреждений и сырости при хранении и перевозке.
Подробно о правилах в статье «Хранение» и «Транспортировка».
|
Диаметр УОНИ13/45 |
Длина УОНИ13/45 (мм) |
Вес коробки УОНИ13/45 (кг) |
Вес одного электрода УОНИ13/45 (г) |
Количество электродов УОНИ13/45 в пачке 5 кг (шт) |
|
2мм |
Не выпускаем |
|||
|
2,5мм |
Не выпускаем |
|||
|
3мм |
350 |
1 и 5 |
32 |
156 |
|
4мм |
450 |
5 |
57 |
88 |
|
5мм |
450 |
5 |
92,5 |
54 |
|
6мм |
450 |
5 |
150 |
33 |
Характеристики плавления электродов.
Производительность (для УОНИ13/45, д. 4 мм) 9,5 г/(А·ч); 1,3 кг/ч.
Расход электродов на 1 кг наплавленного металла 1,6 кг.
Допустимое содержание влаги в покрытии перед использованием электродов не более 0,3%. Герметичная упаковка обеспечивает сохранность электродов, случае увлажнения перед употреблением рекомендуется прокалить (режим термообработки) - 300-350 °С, 60 мин.